Future-Proofing Chemical Industry Assets with AI-Powered Predictive Maintenance
Executive summary
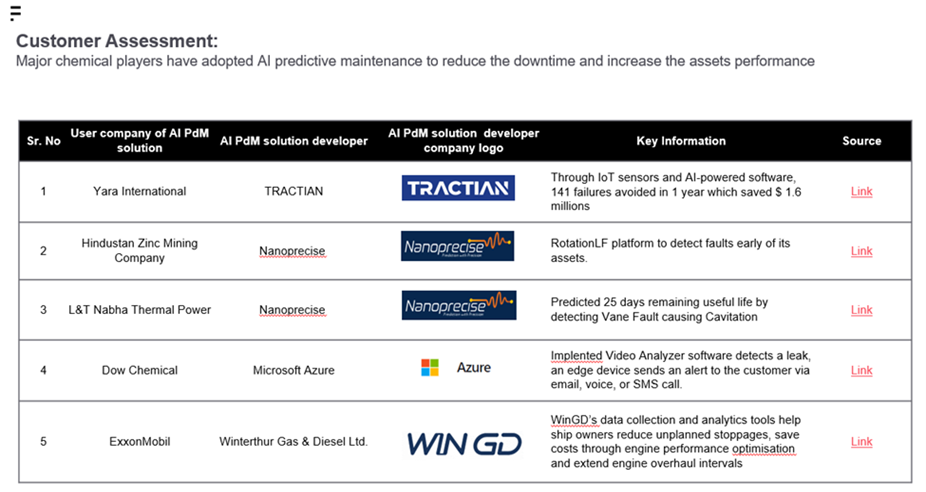
The costs of unplanned downtime have been rising due to several factors such as operating costs, depreciation of equipment, inflation and stressed supply chains etc. Total losses due to downtime are also rising sharply. While Every year, Fortune Global 500 (FG500) manufacturing and industrial firms lose approximately $1.5 trillion through unplanned downtime, amounting to an economic impact 11% of their annual revenues. Hence, FutureBridge has identified major chemical companies like Yara International, Dow, BASF, LyondellBasell, ExxonMobil etc. Have installed AI predictive maintenance systems to save this operating cost which significantly enhance profitability.
Introduction
Chemical plants navigate the complexities of hazardous materials and processes. Major serious accidents in chemical industry such as Bhopal Disaster (1984) in India, the Flixborough Disaster in UK, Texas City Refinery Explosion (2005) in US are triggering incidents to inspect and maintain industrial equipment to avoid such events. These accidents can cause cascade damage for many years in terms of business, death of the workers and surrounding health hazards. Therefore, robust asset management is pivotal for operational efficiency and safety within the chemical industry. Because all industrial assets age, efficiency declines, and failure of equipment happens. Proper asset management minimizes the risk of accidents and ensures the safety of workers and surrounding communities. Thus, scheduled maintenance becomes crucial to avoid disruption in the production process.
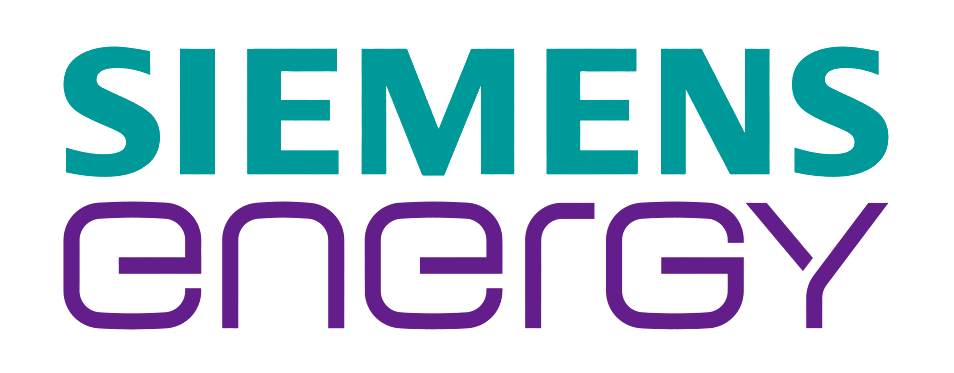
According to Senseye (predictive maintenance solutions providers), estimated that the cost for an average unplanned downtime of a large plant in the sectors surveyed is now $129m a year – up 65% in just two years. FutureBridge has been giving highlights of key industry-wise losses which is mentioned below:
It has been observed that losses among major industries have increased by almost 50% in 2 years.
Diverse Maintenance Strategies for Asset Management in the Chemical Industry
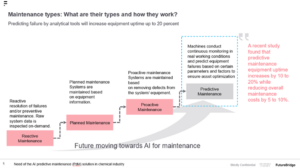
Why is there a need for AI predictive maintenance in the chemical industry?
Industrial revolution such as Industry 4.0 (i.e. integration of digital technologies into manufacturing and industrial process) has been witnessing significant growth in these years. Productivity has increased continuously due to this modern machines / equipment. While these machines drive productivity, their complexity and cost demand sophisticated management solutions..
There is main three reasons why AI predictive maintenance is necessary which are mentioned below:
- No convenient time for downtime: when equipment failure is there during production hours, it becomes difficult to recover as early as possible to start the production process.
- Cascade damage: A single part’s failure can damage a larger system.
- Safety: Breakdown of the asset (equipment/machine) directly risk the safety of process
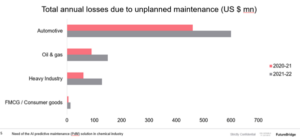
Thus, AI or machine learning uses real time and historical data and monitors the anticipation of potential issues before they escalate into failures, allowing for scheduled maintenance at optimal times.
The Role of AI in Predictive Maintenance
- Process optimization:
- AI tools may optimize production processes by analyzing data and identifying scope for an improvement. It may help companies to reduce waste, save resources, and enhance product quality.
- Real-time monitoring
- AI/ machine tools can monitor production processes in real-time to detect anomalies and identify potential safety concerns if any.
- Hazard identification
- Real-time monitoring can help prevent accidents, potential hazards and risks associated with chemical manufacturing processes to take proper steps to mitigate the problem.
How predictive maintenance is accomplished using AI/ machine learning tools?
There is no single technology that includes all predictive maintenance. However, there are numerous condition-monitoring devices and techniques that manufacturers use to effectively predict failures and raise red flags when maintenance is needed. By considering above problems, predictive maintenance works by using major three dimensions which are mentioned below:
- Sensor technology: It is an important technical basis in predictive maintenance. Installing various sensors to processing plants to detect multiple signals at a time to collect the real time data. Many types of detection are done by installing sensors or cameras such as Infrared thermography, Acoustic monitoring, vibration detection, Advanced non-destructive testing (e.g. ultrasonic) Intelligent sensors for structured data etc.
- Data and signal processing: Once the signals are received from the sensing tools, data is generated and collected on local storage devices. Then, it is structured logically for analysis.
- Conditioning monitoring: The data collected from the machinery shows its current condition. This information is used as a base point for deciding future servicing requirements. However, this data received on the interface should be user-oriented, transparent, easy-to-understand user interface (UI). This UI can be tailored to the specific user group, be it the Operations, Finance, Service, or any other functions.
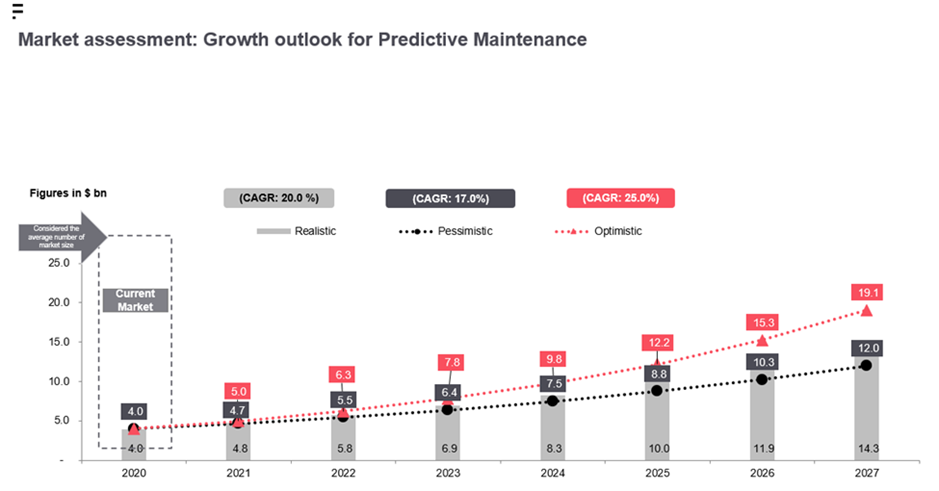
Market Outlook of Predictive Maintenance
FutureBridge team expects that the market for predictive maintenance is expected to witness significant growth of 20 to 40 percent per year across all industries and applications. The market shown in the figure includes all forms of predictive maintenance, from services to components, contracts, consulting services, IT architecture, and software. Major growth will be commencing from Europe region.

Advantages and disadvantages
- Optimized Production Schedules
AI-driven predictive maintenance data enables more accurate production planning, minimizing the impact of maintenance on overall output.
- Reduced Downtime
Proactively addressing potential equipment failures reduces unplanned downtime, ensuring continuous production and customer satisfaction.
- Extended Equipment Lifespan
By addressing issues before they escalate, predictive maintenance contributes to the longevity of production equipment.
- Cost Savings
Efficient scheduling and reduced downtime result in significant cost savings in terms of labor, materials, and energy.
Disadvantages:
- Few data points:
In a chemical plant, predicting failures is usually more difficult than it appears. Unscheduled downtime is typically concentrated in a few large events. That means there are too few datapoints for predictive maintenance systems to analyze from.
- Less time for arranging the alternatives.
Though it is possible to create models for predictive maintenance systems, usually it works on time perspectives which is too short. For example, predicting a part will fail in two days or two weeks is not useful in a plant where shutdowns take several days, and maintenance teams require months to plan interventions and source spare parts.
- High initial costs
For installing predictive maintenance typically requires investments in sensors, data analytics software, and sometimes even IoT (Internet of Things) infrastructure. For many companies, the upfront costs can be quite high.
- Complexity
Implementing predictive maintenance requires integrating different technologies and systems, analyzing vast amounts of data, and retraining personnel. This can introduce complexities that not every organization is equipped to handle.
How much does predictive maintenance cost?
Predictive maintenance systems/solutions are cost intensive. However, it depends on three major factors such as sensors, software and its installation costs required in respective plant size.
- Sensors: Price for sensors depends on the type of sensors and their brands. It can ranges from $100 to $1000 per sensor. For example, temperature sensors are relatively cheap and can cost around $100 whereas a vibration sensor can cost around $1000.
- Software: Software cost totally depends on the program setup requirement. It is based on subscription based, Per-User Pricing, Feature-Specific Pricing or One-Time Purchase. Thus, it may need more than one software. The first essential software is computerized maintenance management system (CMMS) software which is usually priced per user and ranges from $500 to $6000 per user a year. The other software which is also required is a data analytics tool to collect and analyze the data from all your sensors, this can start from around $200 depending on the software you choose.
- Skilled maintenance expert: There is also a requirement for an experienced maintenance engineer to interpret the data accurately from the condition-monitoring devices. The salary ranges between $80,000–$90,000 per year for a maintenance engineer. However, a maintenance engineer requirement may not be necessary if existing employees understand the equipment’s failure modes.
Examples
Which companies have developed this system?
FutureBridge team has observed that AI predictive maintenance solutions providers market is fragmented because of the different market players provides sensors / software and solutions. However, some of the key players who developed the predictive analysis systems using AI / ML or other programming systems are mentioned below.
- IBM: IBM Watson IoT is a predictive maintenance platform with its comprehensive suite of tools and technologies.
- Siemens: Senseye is an acquired company by Siemens, a provider of outcome-oriented predictive maintenance solutions for manufacturing and industrial companies.
- SAP: SAP provides predictive maintenance solutions under SAP Intelligent Asset Management solutions and the SAP Asset Strategy and Performance Management application, part of SAP’s industry cloud, to simplify data and processes
- AVEVA Group Limited: AVEVA™ Predictive Analytics enables industrial companies to avoid costly unplanned downtime in a no-code environment.
- Nanoprecise: Nanoprecise’s AI + IoT Predictive Maintenance solutions drive mechanical and operational efficiencies that increase production and safety while reducing carbon footprints.
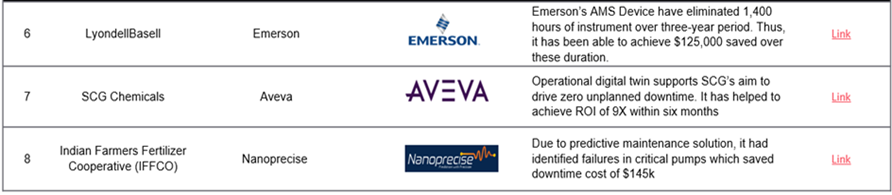
Which companies have implemented this technology?

Conclusions
Though technological innovations are rapidly growing, actual deployment of AI predictive maintenance is at a slower pace due to complexity (such as real-time data, past data of the failure etc) cost, and skill gaps. Thus, FutureBridge is witnessing that there is real demand for solutions which will be simple and easy to install, that help customers start their journey along the AI predictive maintenance solutions and innovation among customers. But the few players who have installed the system and automate the process have gained major monetary benefits and competitive advantage.
By harnessing the power of AI, chemical manufacturing facilities can effectively manage equipment health, optimize production schedules, and can stay ahead in an increasingly competitive and dynamic market.